












































Kompozit Derz Kanal Bıçağı Freze 6x16x120 Derece
Ürün Hakkında Detaylı İnceleme
Mermak CNC mühendislik departmanı tarafından geliştirilen bu Kompozit Derz Kanal Bıçağı Freze, endüstriyel otomasyon sistemlerinde yüksek hassasiyet gerektiren derz ve kanal açma operasyonları için optimize edilmiş bir kesici takımdır. 120 derecelik özel kesici kenar açısı, özellikle kompozit paneller, MDF, sunta ve masif ahşap gibi heterojen ve homojen yapıdaki malzemelerde, iş parçası yüzeyine minimum termal ve mekanik stres uygulayarak pürüzsüz ve geometrik olarak doğru V-kanallar oluşturulmasını sağlar. Bu spesifik açı, malzeme liflerinin veya katmanlarının kesim sırasında yırtılmasını veya kalkmasını engelleyerek, sonraki bükme, katlama veya birleştirme işlemlerinin kalitesini doğrudan etkileyen üstün bir yüzey bitişi sunar. Freze bıçağının tasarımı, talaş tahliyesini maksimize ederek kesme bölgesindeki ısı birikimini minimize eder ve bu sayede takım ömrünü uzatırken, iş parçası üzerinde istenmeyen deformasyonların önüne geçer.
Bu kesici takım, yüksek performanslı karbür alaşımından imal edilmiş olup, bu malzeme seçimi, yüksek sertlik, aşınma direnci ve tokluk özelliklerini bir arada sunarak zorlu işleme koşullarında dahi uzun süreli ve kesintisiz operasyon kabiliyeti sağlar. 6 mm şaft çapı, endüstriyel CNC router ve işleme merkezlerinde yaygın olarak kullanılan pens sistemleriyle tam uyumluluk gösterir, bu da hızlı ve güvenli takım değişimi ile sistem entegrasyonunu kolaylaştırır. Ürünün geniş malzeme uyumluluğu, ahşap, MDF, sunta, lamine paneller ve çeşitli alüminyum kompozit paneller (ACP) gibi farklı endüstriyel materyaller üzerinde etkili bir şekilde kullanılabilmesini sağlar. Bu çok yönlülük, mobilya üretimi, iç mekan dekorasyonu, tabela ve cephe giydirme gibi çeşitli uygulama alanlarında tek bir takım ile yüksek verimlilik ve hassasiyet elde edilmesine olanak tanır, böylece takım envanterini optimize eder ve operasyonel maliyetleri düşürür.
Kompozit Derz Kanal Bıçağı Freze 6x16x120 Derece Avantajları
Üstün Kesme Geometrisi ve Yüzey Kalitesi: Bu freze bıçağının 120 derecelik hassas açı geometrisi, kesme kenarının iş parçası malzemesiyle etkileşimini optimize ederek, kompozit ve ahşap bazlı panellerde mikroskobik düzeyde pürüzsüz ve çapaksız derz ve kanal yüzeyleri elde edilmesini sağlar. Bu spesifik açı, kesme kuvvetlerini dağıtarak malzeme üzerinde minimum yırtılma ve çekme gerilimi oluşturur, böylece kesilen kenarların yapısal bütünlüğünü korur. Elde edilen yüksek yüzey kalitesi, sonraki montaj, yapıştırma veya boyama gibi bitirme işlemlerinde ek zımparalama veya düzeltme ihtiyacını ortadan kaldırarak işçilik süresini ve maliyetini önemli ölçüde azaltır. Ayrıca, estetik açıdan kusursuz bir görünüm sunarak nihai ürünün kalitesini artırır.
Yüksek Dayanıklılık ve Uzatılmış Takım Ömrü: Ürünün kesici uçları, endüstriyel uygulamalar için özel olarak seçilmiş yüksek performanslı karbür alaşımından üretilmiştir. Bu alaşım, yüksek sertlik (genellikle 90 HRA üzerinde), yüksek aşınma direnci ve termal stabilite özelliklerini birleştirir. Agresif işleme koşullarında, özellikle aşındırıcı kompozit malzemeler ve yoğun ahşap türleri üzerinde çalışırken, kesici kenarın deformasyonunu ve mikro-kırılmalarını minimuma indirir. Bu üstün malzeme özellikleri, takımın keskinliğini daha uzun süre korumasını sağlayarak takım değişim sıklığını azaltır. Sonuç olarak, makine duruş süreleri minimize edilir, üretim sürekliliği artırılır ve uzun vadede toplam takım maliyetlerinde önemli tasarruflar sağlanır.
Optimize Edilmiş Talaş Tahliyesi Mekanizması: Freze bıçağının helis açısı ve talaş cebi geometrisi, kesim sırasında oluşan talaşların kesme bölgesinden hızlı ve etkili bir şekilde uzaklaştırılması için bilimsel prensiplere göre tasarlanmıştır. Bu optimizasyon, talaşların takım üzerinde birikmesini ve kesme kenarlarını tıkamasını engeller. Talaş birikiminin önlenmesi, kesme kuvvetlerinin stabil kalmasını sağlar, takımın aşırı ısınmasını engeller ve iş parçası üzerinde termal deformasyon riskini azaltır. Ayrıca, kesme bölgesinin sürekli temiz kalması, takımın daha düşük güç tüketimiyle çalışmasına olanak tanır ve kesme kenarlarının ömrünü uzatır. Bu verimli talaş tahliyesi, daha yüksek ilerleme hızları ve devirlerle çalışmaya imkan vererek genel üretim verimliliğini artırır ve iş parçası yüzey kalitesini korur.
Teknik Özellikler ve Kapasite
| Özellik | Değer/Açıklama |
|---|---|
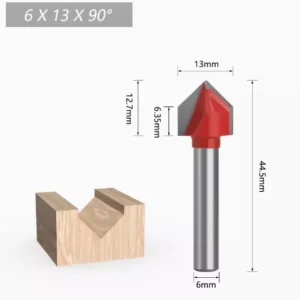
| Şaft Çapı (D) | 6 mm – Endüstriyel CNC pens sistemleriyle uyumlu standart bağlantı çapı. |
| Kesme Genişliği (B) | 16 mm – Tek geçişte oluşturulabilen maksimum kanal veya derz genişliği. |
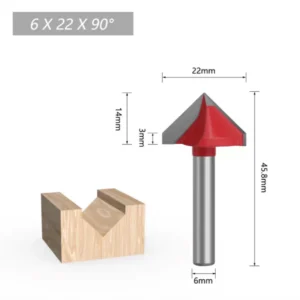
| Açı (α) | 120 Derece – V-kanal, derz ve dekoratif pah kırma işlemleri için optimize edilmiş kesici kenar açısı. |
| Toplam Uzunluk (L) | 40 mm – Takımın uçtan şaft sonuna kadar olan toplam boyutu, yeterli işleme derinliği sağlar. |
| Kesme Yüksekliği (h) | 8 mm – İş parçası içinde aktif kesim yapabilen kesici kenar yüksekliği. |
| Malzeme | Yüksek Kaliteli Karbür – Yüksek sertlik, aşınma direnci ve tokluk sunan endüstriyel sınıf alaşım. |
Teknik Sıkça Sorulan Sorular (SSS)
Bu freze bıçağının 120 derecelik kesme açısı, kompozit panellerde yüzey kalitesini ve geometrik doğruluğu nasıl optimize eder?
120 derecelik kesme açısı, kesici kenarın iş parçası malzemesine giriş ve çıkış geometrisini optimize ederek, özellikle alüminyum kompozit paneller (ACP) gibi katmanlı malzemelerde delaminasyon riskini minimize eder. Bu geniş açı, kesme kuvvetlerinin daha geniş bir alana yayılmasını sağlayarak, kesme bölgesindeki lokalize gerilimi azaltır ve böylece malzemenin yırtılma veya kalkma eğilimini düşürür. Ayrıca, kesici kenarın malzeme ile temas süresini ve sürtünmeyi optimize ederek termal etkiyi sınırlar, bu da kesim hattı boyunca malzemenin erimesini veya deformasyonunu engeller. Sonuç olarak, elde edilen V-kanalın kenarları pürüzsüz, çapaksız ve mikron düzeyinde geometrik olarak doğru olur, bu da sonraki bükme veya birleştirme işlemlerinde mükemmel uyum ve estetik bütünlük sağlar.
Yüksek kaliteli karbür alaşımının seçimi, bu freze bıçağının aşındırıcı malzemelerde uzun ömürlü performansını nasıl garanti eder?
Yüksek kaliteli karbür alaşımı, tungsten karbür (WC) partiküllerinin kobalt (Co) bağlayıcı matris içinde sinterlenmesiyle elde edilen, yüksek sertlik (genellikle Vickers sertliği 1500 HV’nin üzerinde) ve aşınma direnci sunan bir kompozit malzemedir. Bu özel alaşım, MDF, sunta ve kompozit paneller gibi aşındırıcı dolgu maddeleri içeren malzemelerin işlenmesi sırasında kesici kenarın mikro-aşınmasını ve kenar yuvarlanmasını önemli ölçüde yavaşlatır. Kobalt içeriği, karbür partikülleri arasında tokluk sağlayarak kesici kenarın ani darbelere ve titreşimlere karşı direncini artırır, böylece talaş kaldırma sırasında oluşabilecek mikro-kırılmaları önler. Bu malzeme bilimi temelli yaklaşım, takımın keskinliğini daha uzun süre korumasını ve dolayısıyla daha fazla iş parçası işleyebilmesini sağlayarak takım değişim sıklığını ve operasyonel maliyetleri azaltır.
Optimize edilmiş talaş tahliyesi, kesme bölgesindeki ısı birikimini ve iş parçası üzerindeki termal deformasyonu nasıl minimize eder?
Optimize edilmiş talaş tahliyesi, freze bıçağının helis açısı, talaş cebi hacmi ve kesici kenar geometrisinin sinerjik birleşimiyle sağlanır. Bu tasarım, kesilen malzemenin talaş formunda hızla ve engelsiz bir şekilde kesme bölgesinden uzaklaştırılmasını kolaylaştırır. Talaşların bölgede kalması, sürtünmeyi artırarak ısı üretimini tetikler ve bu ısı hem takıma hem de iş parçasına transfer olur. Özellikle termoplastik matrisli kompozitlerde veya hassas ahşap panellerde, aşırı ısı birikimi malzemenin erimesine, yanmasına veya yapısal deformasyonuna yol açabilir. Etkin talaş tahliyesi, kesme bölgesinin sürekli olarak taze malzeme ile temas etmesini ve ısı transferinin optimize edilmesini sağlayarak takımın ve iş parçasının termal yükünü azaltır. Bu durum, daha stabil bir kesme işlemi ve daha yüksek iş parçası kalitesi ile sonuçlanır.
Bu 6 mm şaft çapına sahip freze bıçağının farklı CNC router sistemlerine entegrasyonunda dikkat edilmesi gereken teknik hususlar nelerdir?
6 mm şaft çapına sahip bu freze bıçağının CNC router sistemlerine entegrasyonunda, takım tutucunun (pens veya kovan) şaft çapına tam uyumlu olması kritik öneme sahiptir. Pensin veya kovanın iç çapının 6 mm’den sapması, takımın salgı yapmasına (runout) neden olabilir. Yüksek salgı, kesici kenarlarda dengesiz yük dağılımına, erken takım aşınmasına, iş parçası yüzeyinde dalgalanmalara ve titreşim kaynaklı takım kırılmalarına yol açar. Ayrıca, takımın pens içine yeterli derinlikte (genellikle şaft uzunluğunun en az %70’i) yerleştirilmesi, kesme kuvvetleri altında takımın kaymasını veya fırlamasını engeller ve rijitliği artırır. İşleme parametreleri (devir, ilerleme hızı, kesme derinliği) seçilirken, makine rijitliği, işlenecek malzemenin özellikleri ve takımın maksimum kesme kapasitesi göz önünde bulundurulmalı, üreticinin tavsiye ettiği kesme koşulları referans alınmalıdır. Doğru entegrasyon, takım ömrünü maksimize eder ve işleme kalitesini optimize eder.