












































Engraving ve Yazı Ucu Bıçağı Freze 6x22x60 Derece
Ürün Hakkında Detaylı İnceleme
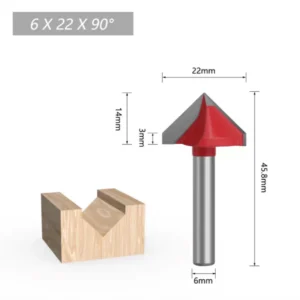
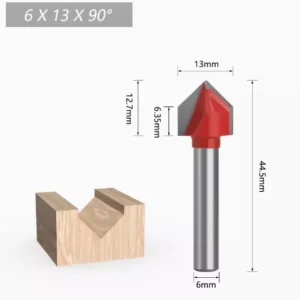
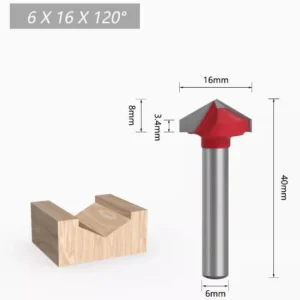
Engraving ve Yazı Ucu Bıçağı Freze 6x22x60 Derece, özellikle hassas yüzey işleme ve detaylı malzeme kaldırma operasyonları için tasarlanmış, konik geometrili bir kesici takımdır. Bu freze bıçağı, 60 derecelik uç açısı sayesinde, malzeme üzerinde V-şekilli kanallar oluşturarak yazı, logo ve karmaşık desenlerin yüksek çözünürlükte işlenmesini sağlar. Kesici kenarın konik yapısı, işleme derinliği arttıkça kesim genişliğinin kademeli olarak artmasına olanak tanır, bu da değişken çizgi kalınlıklarına sahip estetik gravürlerin tek bir takım ile elde edilmesine imkan verir. Takımın çalışma prensibi, dönme hareketi ile malzemenin yüzeyinden kontrollü talaş kaldırma esasına dayanır; 60 derecelik açı, kesme kuvvetlerinin malzeme üzerinde optimal dağılımını sağlayarak hem keskin kenarların oluşumunu destekler hem de malzeme gerilimini minimize eder. Bu tasarım, özellikle ince detaylarda ve küçük karakterlerde yüksek okunabilirlik ve görsel netlik sunar.
Bu freze bıçağının malzeme yapısı, yüksek kaliteli mikron taneli karbür alaşımdan oluşmaktadır. Karbür alaşım, tungsten karbür (WC) partiküllerinin kobalt (Co) bağlayıcı matris içinde sinterlenmesiyle elde edilir ve bu kompozit yapı, takımın aşınma direncini, sertliğini ve yüksek sıcaklık dayanımını artırır. Mikron taneli yapı, kesici kenarın daha uzun süre keskin kalmasını ve kırılmaya karşı daha yüksek tokluk sergilemesini sağlar. Sistem entegrasyonu açısından, 6 mm şaft çapı, endüstriyel standartlara uygun olarak tasarlanmıştır ve piyasada yaygın olarak bulunan ER tipi pens mandrenleri (örneğin ER11, ER16, ER20) ile uyumludur. Bu standart şaft çapı, takımın CNC router ve freze makinelerine kolayca monte edilmesini ve yüksek devirlerde dahi stabil bir şekilde çalışmasını garanti eder. Kullanım alanları, mobilya ve iç mekan tasarımındaki dekoratif gravürlerden, tabela ve reklamcılık sektöründeki hassas yazı ve logo işlemeye, model ve prototip üretimindeki detaylı yüzey şekillendirme işlemlerine kadar geniş bir yelpazeyi kapsar. Ahşap, MDF, pleksi, PVC ve çeşitli kompozit levhalar gibi malzemelerde üstün performans sergiler.
Engraving ve Yazı Ucu Bıçağı Freze 6x22x60 Derece Avantajları
Optimize Edilmiş 60 Derece Konik Geometri: Bu freze bıçağının 60 derecelik konik kesim açısı, özellikle ince detayların, keskin köşelerin ve küçük yazı karakterlerinin işlenmesi için tasarlanmıştır. Bu açısal geometri, takımın malzeme ile temas noktasında oluşan kesme kuvvetlerini optimize ederek, talaş kaldırma sırasında malzemenin yırtılmasını veya çatlamasını minimize eder. Konik yapı, işleme derinliğine bağlı olarak çizgi kalınlığının hassas bir şekilde kontrol edilmesine olanak tanır, bu da vektörel gravür uygulamalarında estetik ve fonksiyonel esneklik sağlar. Ayrıca, daha sığ açılara kıyasla takım ucunun daha sağlam bir yapıya sahip olması, mikro kırılma riskini azaltır ve takım ömrünü uzatır.
Üstün Mikron Taneli Karbür Alaşım Yapısı: Freze bıçağının üretiminde kullanılan yüksek kaliteli mikron taneli karbür alaşım, takımın mekanik özelliklerini önemli ölçüde iyileştirir. Bu alaşım, yüksek sertlik (genellikle 90 HRA üzerinde), mükemmel aşınma direnci ve yüksek sıcaklık altında dahi stabil kesme performansı sunar. Mikron taneli karbür, kesici kenarın daha uzun süre keskin kalmasını sağlayarak, tekrarlayan operasyonlarda dahi tutarlı yüzey kalitesi elde edilmesine yardımcı olur. Bu malzeme özelliği, takımın agresif kesme koşullarına ve aşındırıcı malzemelere karşı direncini artırır, böylece takım değişim sıklığını azaltır ve üretim maliyetlerini düşürür.
Geniş Spektrumlu Malzeme İşleme Kapasitesi: Bu freze bıçağı, ahşap, MDF, kontrplak gibi lifli malzemelerden, pleksi ve PVC gibi termoplastiklere, hatta çeşitli kompozit levhalara kadar geniş bir malzeme yelpazesinde etkin bir şekilde kullanılabilmektedir. 60 derecelik kesim açısı ve karbür alaşımın yüksek kesme performansı, farklı malzeme özelliklerine uyum sağlayarak, her bir materyal tipinde temiz ve hassas kesimler yapılmasına olanak tanır. Örneğin, ahşapta lifleri düzgün bir şekilde keserken, pleksi gibi termoplastiklerde erime ve çapak oluşumunu minimize eder. Kompozit malzemelerde ise delaminasyon riskini azaltarak, yüksek kaliteli kenar bitişleri sağlar. Bu çok yönlülük, farklı projeler için ayrı ayrı takımlar edinme ihtiyacını ortadan kaldırır ve operasyonel esnekliği artırır.
Teknik Özellikler ve Kapasite
| Özellik | Değer/Açıklama |
|---|---|
| Şaft Çapı (D) | 6 mm (Endüstriyel standartlara uygun, pens mandrenlerinde optimum tutuş ve titreşim sönümleme için tasarlanmıştır.) |
| Kesme Genişliği (Bıçak Çapı) | 22 mm (Geniş yüzeylerde hızlı malzeme kaldırma ve efektif talaş tahliyesi için tasarlanmış maksimum kesme çapı.) |
| Kesim Açısı | 60 Derece (Hassas V-kesimler, ince çizgiler, detaylı gravür ve yazı işlemleri için optimize edilmiş konik açı.) |
| Toplam Uzunluk (L) | 52.5 mm (Çeşitli işleme derinlikleri ve takım tutucu mesafeleri için yeterli erişim sağlayan toplam takım boyutu.) |
| Kesme Yüksekliği (Aktif Kesim Derinliği) | 21.5 mm (Derin gravür uygulamaları ve kabartma işlemleri için maksimum efektif kesme derinliği kapasitesi.) |
| Malzeme | Yüksek Kaliteli Mikron Taneli Karbür Alaşım (Yüksek sertlik, aşınma direnci ve termal stabilite sunarak uzun takım ömrü sağlar.) |
| Uyumluluk | Evrensel 6 mm pens mandrenine sahip CNC Router ve Freze Makineleri (Geniş makine parkuru ile sorunsuz entegrasyon.) |
Teknik Sıkça Sorulan Sorular (SSS)
60 derecelik kesim açısı, farklı malzeme türlerinde talaş tahliyesini ve yüzey kalitesini nasıl etkiler?
60 derecelik konik kesim açısı, talaş tahliyesi üzerinde önemli bir etkiye sahiptir. Daha dik bir açıya sahip olması, kesilen malzemenin yüzeyden yukarı doğru yönlendirilmesini kolaylaştırır, bu da özellikle ahşap ve MDF gibi lifli malzemelerde talaşların kesim alanından etkin bir şekilde uzaklaştırılmasına yardımcı olur. Bu durum, takımın sıkışmasını ve aşırı ısınmasını önlerken, aynı zamanda kesme kenarında birikinti oluşumunu azaltır. Yüzey kalitesi açısından, bu açı, kesme kenarının malzemeye daha az yanal basınç uygulamasını sağlayarak, pürüzsüz ve çatlaksız yüzeyler elde edilmesine katkıda bulunur. Pleksi gibi termoplastik malzemelerde, optimize edilmiş ilerleme hızı ve devir ile kullanıldığında, erime ve yeniden yapışma riskini minimize ederek şeffaf ve keskin kenarlar oluşturur. Kompozit malzemelerde ise, liflerin temiz bir şekilde kesilmesini sağlayarak delaminasyon ve kenar yıpranmasını azaltır.
Bu karbür gravür bıçağını kullanırken optimum ilerleme hızı ve iş mili devri parametreleri nasıl belirlenmelidir?
Optimum ilerleme hızı (feed rate) ve iş mili devri (spindle speed) parametreleri, işlenecek malzemenin sertliği, yoğunluğu ve termal özellikleri ile takımın kesme geometrisi ve çapı dikkate alınarak belirlenmelidir. Genel bir kural olarak, daha sert malzemeler (örn. sert ağaçlar) için daha düşük ilerleme hızları ve daha yüksek iş mili devirleri tercih edilirken, daha yumuşak malzemeler (örn. pleksi) için daha yüksek ilerleme hızları ve orta seviye iş mili devirleri uygun olabilir. Talaş yükü (chip load) hesaplaması, takımın her bir kesici kenarının malzeme üzerinde ne kadar talaş kaldırdığını gösteren kritik bir parametredir ve takım ömrü ile yüzey kalitesini doğrudan etkiler. Mikron taneli karbür takımlar için genellikle 0.02 mm ile 0.1 mm arasında bir talaş yükü hedeflenir. Aşırı yüksek devirler sürtünme ısısını artırarak takım aşınmasını hızlandırabilirken, çok düşük devirler yetersiz talaş tahliyesine ve takımın malzemeyi “sürüklemesine” neden olabilir. İlk denemeler, küçük adımlarla ilerleme hızı ve devir artırılarak veya azaltılarak, elde edilen yüzey kalitesi ve takımın davranışına göre optimize edilmelidir.
Karbür gravür bıçağının kullanım ömrünü uzatmak için takım aşınması nasıl izlenmeli ve hangi önlemler alınmalıdır?
Karbür gravür bıçağının kullanım ömrünü uzatmak için takım aşınmasının düzenli olarak izlenmesi ve proaktif önlemler alınması esastır. Aşınma belirtileri arasında kesme kenarında parlaklık kaybı, mikro-çatlaklar, kesme kenarında yuvarlanma (rounding), talaşların renginde değişiklik (aşırı ısınma göstergesi) ve işlenen yüzey kalitesinde bozulma yer alır. Takım aşınmasını izlemek için mikroskopik incelemeler veya görsel kontroller periyodik olarak yapılmalıdır. Önleyici tedbirler arasında, uygun kesme parametrelerinin (ilerleme hızı, devir, kesme derinliği) kullanılması, takımın malzemeye giriş ve çıkış açılarının optimize edilmesi, yeterli soğutma ve yağlama (malzemeye bağlı olarak) sağlanması ve takımın doğru şekilde pens mandrenine bağlanarak titreşimin minimize edilmesi bulunur. Ayrıca, takımın keskinliğini korumak için aşırı zorlamadan kaçınılmalı ve takımın ömrünü tamamladığı anlaşıldığında zamanında değiştirilmelidir. Aşınmış bir takımın kullanılması, hem işleme kalitesini düşürür hem de makineye ve iş parçasına zarar verebilir.
Bu 60 derecelik konik freze bıçağı ile optimal gravür kalitesi elde etmek için takım yolu oluşturma ve kesme derinliği stratejileri nelerdir?
Optimal gravür kalitesi elde etmek için takım yolu oluşturma ve kesme derinliği stratejileri, işlenecek tasarımın karmaşıklığına ve istenen estetik sonuca göre dikkatle planlanmalıdır. 60 derecelik konik geometri, özellikle vektör tabanlı gravürlerde, kesme derinliği ayarlanarak çizgi kalınlığının hassas bir şekilde kontrol edilmesine olanak tanır. Daha derin kesimler daha geniş çizgiler, daha sığ kesimler ise daha ince çizgiler oluşturur. Bu özellik, tek bir takım ile değişken çizgi kalınlıklarına sahip tasarımların işlenmesini mümkün kılar. Takım yolu stratejileri arasında, dış hat gravürü (contour engraving) ve alan temizleme (pocketing) yöntemleri bulunur. Dış hat gravüründe, takım yolu doğrudan çizginin merkezinden geçerken, alan temizlemede belirli bir alanın içi boşaltılır. Kesme derinliği, her bir pasoda kaldırılan malzeme miktarını ifade eder ve genellikle malzemenin sertliğine ve takımın çapına bağlı olarak ayarlanır. Çok derin pasolar takım üzerinde aşırı yük oluşturabilirken, çok sığ pasolar işleme süresini uzatabilir ve yüzeyde “tıraşlama” etkisine neden olabilir. Genellikle, ilk denemelerde küçük bir kesme derinliği ile başlanarak, yüzey kalitesi ve takımın performansı gözlemlenerek kademeli olarak artırılması önerilir.