Фрезы для ЧПУ по дереву: цены, срок службы и оптимизация для производства
📑 Содержание (открыть)
Фрезы для ЧПУ по дереву: Цена, Срок Службы и Промышленная Оптимизация — Полевое Руководство
Введение и Технический Анализ
В промышленной автоматизации, особенно в деревообрабатывающем секторе, режущие инструменты, являющиеся сердцем фрезерных станков с ЧПУ, то есть фрезы для ЧПУ по дереву, оказывают прямое и критическое влияние на производительность, качество продукции и эксплуатационные расходы. Эти фрезы используются в широком диапазоне применений: от производства мебели до декоративных панелей, от изготовления дверей и окон до уникальных деревянных изделий. Однако правильный выбор фрезы, баланс цены и производительности, а также максимизация срока службы часто требуют сложных инженерных принципов и практического опыта. Данное руководство углубленно рассматривает технические детали фрез для ЧПУ по дереву, динамику рынка, факторы, влияющие на срок службы, и стратегии оптимизации затрат для специалистов по промышленной автоматизации. Наша цель — помочь предприятиям принимать более обоснованные решения в производственных процессах и повышать их операционную эффективность. Развитие технологий режущих инструментов, особенно использование передовых материалов, таких как твердый сплав (Solid Carbide) и поликристаллический алмаз (PCD), значительно увеличило производительность и срок службы фрез, но принесло с собой различные сценарии затрат и применения. В этом контексте уникальная геометрия, покрытие и материал изготовления каждой фрезы играют ключевую роль в определении того, является ли она наиболее подходящим решением для конкретного применения.
Принцип Работы и Технические Данные
Принцип работы фрез для ЧПУ по дереву основан на высокоскоростном вращении и удалении стружки с материала. В этом процессе геометрия, материал и поверхностное покрытие фрезы являются определяющими факторами для качества реза, удаления стружки, образования тепла и, следовательно, срока службы фрезы. В основном фрезы делятся на категории в соответствии с различными потребностями в резке:
- Прямые фрезы (Straight Bits): Обычно используются для прорезания пазов, обработки кромок и простых фрезерных операций. Они известны своей экономичностью, но их производительность может быть ограничена при работе со сложными геометриями или на высоких скоростях.
- Спиральные фрезы (Spiral Bits): Разработаны для оптимизации удаления стружки. Спиральные фрезы с верхним выбросом стружки (Up-Cut) улучшают удаление стружки, вытягивая ее вверх, и эффективны при глубоких резах, но могут вызывать сколы на верхней поверхности заготовки. Спиральные фрезы с нижним выбросом стружки (Down-Cut) толкают стружку вниз, обеспечивая чистый рез на верхней поверхности заготовки, но удаление стружки может быть затруднено. Компрессионные фрезы (Compression Bits) имеют как верхние, так и нижние режущие кромки, обеспечивая чистый рез на обеих поверхностях, особенно при работе с ламинированными или шпонированными панелями, минимизируя сколы. Эти фрезы являются одними из наиболее предпочтительных типов в промышленных применениях.
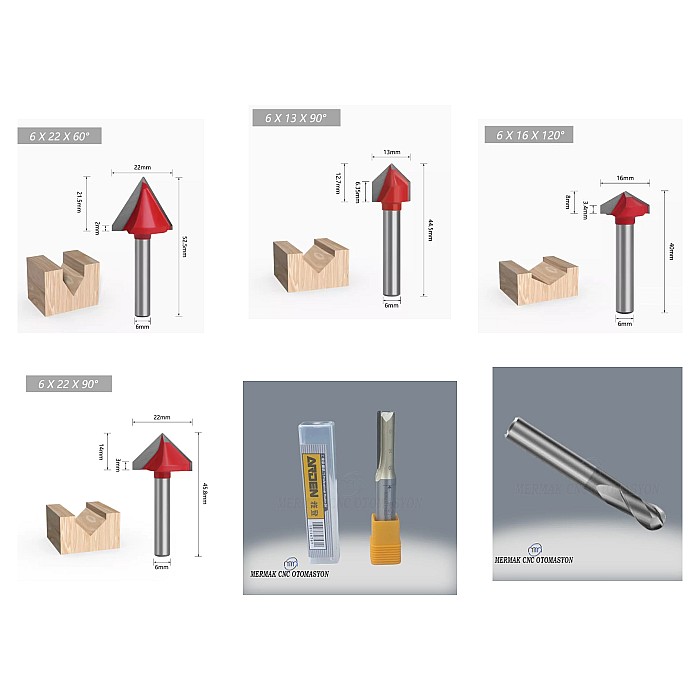
- V-образные фрезы (V-Groove Bits): Идеально подходят для точных операций, таких как декоративная гравировка, снятие фасок и нанесение букв. Доступны с различными углами (60°, 90°, 120°).
- Фрезы с шаровым наконечником (Ball Nose Bits): Используются для обработки трехмерных контуров и форм. Они уменьшают шероховатость поверхности, обеспечивая более плавные переходы.
Материал и покрытие фрез напрямую влияют на их срок службы и производительность:
- Быстрорежущая сталь (HSS — High-Speed Steel): Экономичный вариант, подходящий для мягких пород дерева и низких оборотов. Однако имеет низкую износостойкость и термостойкость.
- Твердый сплав (Solid Carbide): Наиболее распространенный промышленный материал. Обладает высокой твердостью, износостойкостью и термостойкостью. Демонстрирует превосходную производительность при обработке твердых пород дерева, МДФ, ДСП и аналогичных материалов. Твердосплавные фрезы долговечны при использовании с правильными параметрами резания.
- Поликристаллический алмаз (PCD — Polycrystalline Diamond): Значительно тверже твердого сплава и специально разработан для абразивных материалов (например, меламиновых панелей, плотного МДФ, HPL). Фрезы PCD могут служить в 30-50 раз дольше, чем твердосплавные фрезы, но их первоначальная стоимость значительно выше. Срок окупаемости инвестиций может быть очень привлекательным для предприятий с большим объемом и непрерывным производством.
Поверхностные покрытия увеличивают твердость, сопротивление трению и распределение тепла фрезы, тем самым продлевая ее срок службы. Наиболее распространенными покрытиями являются нитрид титана (TiN), нитрид алюминия-титана (AlTiN) и нитрид циркония (ZrN). AlTiN предпочтителен для обработки твердых материалов из-за его более высокой термостойкости, в то время как ZrN может обеспечивать более гладкую поверхность, уменьшая налипание стружки.
Другие инженерные данные, влияющие на срок службы:
- Скорость резания (Vc — Cutting Speed): Окружная скорость фрезы. Должна быть оптимизирована в соответствии с типом материала и материалом фрезы.
- Подача на зуб (Fz — Feed per Tooth): Расстояние, на которое каждая режущая кромка продвигается в материале. Слишком низкая подача увеличивает трение и нагрев, в то время как слишком высокая подача может привести к сколам или поломке фрезы.
- Частота вращения (RPM — Revolutions Per Minute): Скорость вращения шпинделя. Напрямую связана со скоростью резания и диаметром фрезы.
- Толщина стружки (Chip Load): Количество материала, удаляемого каждой режущей кромкой. Оптимальная толщина стружки имеет решающее значение как для качества реза, так и для срока службы фрезы.
- Глубина резания (Depth of Cut): Сколько материала будет удалено за один проход. Слишком глубокие резы могут создавать чрезмерную нагрузку на фрезу.
Правильная настройка этих параметров предотвращает преждевременный износ или поломку фрезы, гарантируя максимальный срок службы. Таблицы траекторий инструмента и параметров резания, предоставляемые производителями, являются основными ориентирами в этом процессе оптимизации.
| Параметр | Значение/Описание |
|---|---|
| Материал фрезы | Твердый сплав (Solid Carbide) — Промышленный стандарт, высокая производительность. |
| Область применения | МДФ, ДСП, Фанера, Массив дерева, Акрил, Ламинированные панели. |
| Типичный диапазон диаметров | 3 мм — 25 мм (наиболее распространенный диапазон в промышленном использовании). |
| Средний срок службы (твердый сплав) | 200-800 рабочих часов (зависит от материала, параметров и условий обслуживания). |
| Средний срок службы (PCD) | 6000-15000+ рабочих часов (в 30-50 раз дольше, чем твердосплавные фрезы для абразивных материалов). |
| Типы покрытий | TiN, AlTiN, ZrN (уменьшают трение, увеличивают твердость, повышают термостойкость). |
| Диапазон цен (твердосплавная фреза) | 20 USD — 200 USD (зависит от диаметра, длины, марки и покрытия). |
| Диапазон цен (PCD фреза) | 300 USD — 2000 USD+ (зависит от геометрии, количества алмазных сегментов и производителя). |
| Возможность переточки | Твердосплавные фрезы 3-10 раз, PCD фрезы 5-15 раз (зависит от геометрии и степени износа). |

Что Следует Учитывать на Производстве
- Правильный выбор инструмента и соответствие материалу: Выбор наиболее подходящей фрезы для каждого материала заготовки и операции резания имеет решающее значение как для качества реза, так и для срока службы инструмента. Например, для меламиновых панелей высокой плотности следует выбирать PCD фрезы, а для стандартного МДФ – твердосплавные компрессионные фрезы с покрытием AlTiN. Твердость материала, абразивность и уровень детализации обработки являются основными критериями при определении материала, геометрии и покрытия фрезы. Неправильный выбор инструмента приводит к преждевременному износу, плохому качеству реза и увеличению затрат.
- Оптимальные параметры резания и управление нагрузкой на стружку: Параметры станка ЧПУ, такие как частота вращения шпинделя (RPM), скорость подачи (Feed Rate) и глубина резания (Depth of Cut), должны быть настроены в соответствии с рекомендациями производителя фрезы. Нагрузка на стружку (Chip Load) – это количество стружки, удаляемой каждой режущей кромкой с материала, и она напрямую влияет на срок службы инструмента. Слишком низкая нагрузка на стружку увеличивает трение, что приводит к накоплению тепла и затуплению фрезы, в то время как слишком высокая нагрузка на стружку может привести к поломке фрезы или сколам. Оптимальная нагрузка на стружку представляет собой идеальный баланс, который помогает фрезе охлаждаться и защищает режущие кромки. Периодический контроль и регулировка этих параметров значительно продлевают срок службы инструмента.
- Регулярное обслуживание, очистка и процессы переточки: Регулярная очистка фрез для ЧПУ, особенно удаление смоляных отложений и остатков стружки, повышает производительность и срок службы. Своевременная и правильная переточка фрез имеет решающее значение для поддержания их остроты. Процесс переточки должен выполняться специализированными компаниями таким образом, чтобы не нарушать исходную геометрию и покрытие фрезы. Каждая переточка немного уменьшает диаметр фрезы, что может потребовать компенсации в программе ЧПУ. Использование поврежденных или чрезмерно изношенных фрез снижает качество продукции и может повредить станок. Правильное хранение фрез также важно; их защита от влаги и ударов может продлить срок службы.
- Жесткость станка и оснастки: Жесткость направляющих станка ЧПУ, шпинделя и оснастки имеет жизненно важное значение для минимизации вибраций, возникающих во время процесса резания. Высокие вибрации могут привести к преждевременному износу, поломке фрез и снижению качества реза. Периодический контроль станка и держателей инструмента, а также выполнение необходимых регулировок увеличивают срок службы фрезы и точность обработки.
- Охлаждение и удаление стружки: Особенно при обработке твердых и абразивных материалов, контроль температуры в зоне резания и эффективное удаление стружки очень важны для срока службы фрезы. Недостаточное удаление стружки может привести к повторному резанию уже обработанного материала, накоплению тепла и преждевременному затуплению фрезы. Системы продувки воздухом или вакуумные системы должны обеспечивать эффективное удаление стружки.

Часто Встречающиеся Проблемы и Решения
Ниже подробно описаны основные проблемы, возникающие в промышленных процессах обработки дерева на станках с ЧПУ, и предлагаемые решения:
- Проблема: Преждевременный износ или поломка фрез.
- Возможные причины: Неправильный выбор материала инструмента (например, требуется твердый сплав или PCD вместо HSS), низкая скорость подачи при высоких оборотах (недостаточная нагрузка на стружку), чрезмерная глубина резания, вибрация станка, неправильное крепление заготовки, низкое качество или производственный дефект фрезы, изношенный держатель инструмента.
- Решения: Выберите материал и геометрию фрезы, подходящие для обрабатываемого материала. Настройте скорости вращения и подачи для обеспечения оптимальной нагрузки на стружку в соответствии с рекомендациями производителя. Постепенно увеличивайте глубину резания. Проверьте жесткость станка и держателя инструмента. Надежно закрепите заготовку. Работайте с надежными и качественными поставщиками фрез.
- Проблема: Плохое качество реза (сколы, заусенцы, прижоги).
- Возможные причины: Затупленная фреза, неправильный тип фрезы (например, использование фрезы с верхним выбросом стружки вместо компрессионной), недостаточная или чрезмерная скорость подачи, неправильная частота вращения, проблемы с удалением стружки, низкое качество или неоднородная структура заготовки.
- Решения: Проверьте фрезу, при необходимости заточите или замените. Используйте геометрию фрезы, подходящую для материала и типа реза (например, компрессионную фрезу для ламината). Оптимизируйте параметры резания (обороты, подача). Проверьте и очистите систему удаления стружки. Оцените качество обрабатываемого материала. В случае прижогов можно увеличить нагрузку на стружку, увеличив скорость подачи и уменьшив обороты.
- Проблема: Налипание смолы или стружки на фрезу.
- Возможные причины: Обработка мягких или смолистых пород дерева, недостаточное удаление стружки, низкая скорость подачи, недостаточное охлаждение фрезы.
- Решения: Регулярно очищайте фрезу (можно использовать специальные спреи для удаления смолы). Повысьте эффективность системы удаления стружки. Постарайтесь оптимизировать скорость подачи, чтобы создавать более крупные стружки. При необходимости попробуйте фрезы с лучшим покрытием (например, ZrN).
- Проблема: Проскальзывание или выброс фрезы из держателя инструмента.
- Возможные причины: Неправильный выбор держателя инструмента, износ держателя инструмента, недостаточное затягивание фрезы, повреждение хвостовика фрезы, чрезмерные боковые силы.
- Решения: Используйте держатель инструмента (например, цангу ER) подходящего размера и типа. Проверьте состояние износа держателя инструмента и цанг, при необходимости замените. Затяните фрезу с соответствующим крутящим моментом (но избегайте чрезмерного затягивания). Проверьте хвостовик фрезы на наличие повреждений. Пересмотрите параметры резания, чтобы уменьшить боковые силы.
Совет Эксперта
Этот подробный анализ цен и срока службы фрез для ЧПУ по дереву ясно показывает, что эффективное и экономичное производство в секторе промышленной автоматизации не ограничивается только наличием правильного станка. Выбор фрезы – это стратегическое решение, которое, помимо первоначальных инвестиционных затрат, напрямую влияет на скорость производства, качество продукции, процент брака и общие эксплуатационные расходы. Наш опыт показывает, что самая дорогая фреза не всегда является лучшим решением, так же как и самая дешевая фреза в долгосрочной перспективе может оказаться самой дорогой. Ключом является выбор фрезы, обеспечивающей оптимальный баланс цены и производительности, соответствующий требованиям применения, свойствам обрабатываемого материала и объему производства. Особенно на предприятиях с большим объемом производства первоначальные инвестиции в PCD фрезы могут быстро окупиться и даже стать прибыльными благодаря их более длительному сроку службы, меньшему количеству замен инструмента, более стабильному качеству реза и, следовательно, более низким удельным затратам. Однако для небольших объемов или переменных работ высококачественные твердосплавные фрезы с правильным покрытием и параметрами резания могут давать отличные результаты. Следует помнить, что срок службы фрезы зависит не только от качества материала, но и от правильных параметров резания, регулярного обслуживания, состояния держателя инструмента и знаний оператора. Промышленные предприятия должны постоянно оптимизировать свои процессы, тесно сотрудничая с поставщиками инструментов, отслеживая новые технологии инструментов и анализируя свои производственные данные. Такой подход не только снизит текущие эксплуатационные расходы, но и создаст более устойчивую и конкурентоспособную структуру для будущих производственных задач. Помните, хорошо управляемый парк инструментов является основой бесперебойной и прибыльной работы вашей производственной линии.
Вопросы и ответы
Какой средний срок службы у фрез для ЧПУ по дереву?
Срок службы фрез для ЧПУ по дереву зависит от многих факторов, включая материал фрезы (твердый сплав, PCD), тип обрабатываемого материала, параметры резания (скорость, подача, глубина), качество покрытия, а также регулярность и правильность обслуживания. Твердосплавные фрезы обычно служат 200-800 часов, а PCD фрезы могут работать 6000-15000+ часов.
Сколько стоят фрезы для ЧПУ по дереву?
Цены на фрезы для ЧПУ по дереву значительно варьируются. Твердосплавные фрезы обычно стоят от 20 до 200 долларов США, в зависимости от диаметра, длины, марки и покрытия. Фрезы из поликристаллического алмаза (PCD), обладающие значительно большим сроком службы и производительностью, могут стоить от 300 до 2000 долларов США и более, в зависимости от геометрии и количества алмазных сегментов.
Как продлить срок службы фрез для ЧПУ по дереву?
Для оптимизации срока службы фрез необходимо: 1) Правильно выбирать фрезу под материал и задачу. 2) Настраивать оптимальные параметры резания (обороты, подача, глубина) и нагрузку на стружку. 3) Регулярно очищать и своевременно перетачивать фрезы у специалистов. 4) Обеспечивать жесткость станка и оснастки. 5) Поддерживать эффективное удаление стружки и охлаждение.
Какие распространенные проблемы возникают при использовании фрез для ЧПУ по дереву и как их решить?
Основные проблемы включают преждевременный износ или поломку фрезы (из-за неправильного выбора, параметров, вибрации), плохое качество реза (сколы, прижоги от тупой фрезы или неверных параметров), налипание смолы/стружки (из-за мягких пород, плохой стружкоотвод) и проскальзывание фрезы в держателе (из-за износа или недостаточного затягивания).
Как правильно выбрать фрезу для конкретного типа древесины или материала?
Выбор фрезы зависит от обрабатываемого материала и типа операции. Для твердых пород дерева, МДФ и ДСП чаще всего используются твердосплавные фрезы. Для абразивных материалов, таких как меламиновые панели или HPL, предпочтительнее фрезы из поликристаллического алмаза (PCD). Геометрия фрезы (прямая, спиральная, V-образная, шаровая) выбирается в зависимости от требуемого профиля и качества поверхности.


