



















































40 Mm Alt Destekli İndiksiyonlu Mil
Ürün Hakkında Detaylı İnceleme
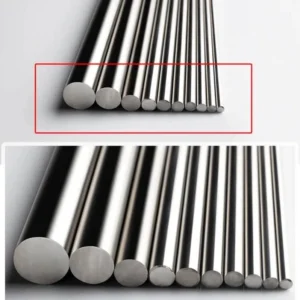
40mm Alt Destekli İndiksiyonlu Mil, endüstriyel otomasyon sistemlerinde lineer hareketin kritik bir bileşeni olarak tasarlanmıştır ve özellikle yüksek hassasiyet, önemli yük taşıma kapasitesi ve uzun operasyonel ömür beklentisi olan mühendislik uygulamaları için optimize edilmiştir. Bu milin temel işlevi, lineer rulmanlar veya burçlar ile birlikte çalışarak, doğrusal eksenlerde kontrollü ve tekrarlanabilir hareket sağlamaktır. Milin yüzeyi, indüksiyonla sertleştirme prosesinden geçirilerek, yüksek aşınma direnci ve yüzey sertliği (60-62 HRC) elde edilmiştir. Bu sertleştirme işlemi, milin yüzeyinde mikroyapısal dönüşümler yaratarak, sürtünme ve temas yorgunluğu kaynaklı deformasyonlara karşı olağanüstü bir dayanım sağlar. Entegre alt destek yapısı ise, milin tüm uzunluğu boyunca sürekli ve homojen bir destek sağlayarak, özellikle uzun açıklıklarda veya ağır dinamik yükler altında meydana gelebilecek sehim (eğilme) ve titreşimi etkin bir şekilde minimize eder. Bu yapısal entegrasyon, sistemin genel rijitliğini ve hareket doğruluğunu artırarak, yüksek hızlı ve yüksek ivmeli uygulamalarda dahi stabil ve hassas bir çalışma ortamı sunar.
Bu mil, yüksek karbonlu çelik (örneğin Ck45) hammaddesinden imal edilmekte olup, malzeme seçimi ve ısıl işlem süreçleri, endüstriyel standartların üzerinde bir dayanıklılık ve performans profili sunacak şekilde titizlikle belirlenmiştir. Yüzey pürüzlülüğü (Ra 0.3-0.6 µm) ve hassas çap toleransları (h6/h7), lineer rulmanlarla minimum sürtünme ile kusursuz bir arayüz oluşturacak şekilde optimize edilmiştir. Bu hassas yüzey işleme, enerji kayıplarını azaltarak sistemin genel enerji verimliliğini artırır ve aynı zamanda rulmanların ve milin operasyonel ömrünü uzatır. 2-4 mm derinliğindeki indüksiyon sertleşme bölgesi, yüzeyin aşınma direncini artırırken, milin çekirdek kısmının tokluğunu korumasını sağlar, bu da darbe yüklerine karşı daha iyi bir direnç anlamına gelir. Bu teknik özellikler bütünü, 40mm Alt Destekli İndiksiyonlu Mili, CNC makineleri, otomasyon sistemleri, ambalaj ve matbaa makineleri gibi kritik uygulamalarda, zorlu çalışma koşullarında dahi güvenilir ve uzun ömürlü bir çözüm olarak konumlandırmaktadır. Milin standart ölçüleri ve yapısal bütünlüğü, mevcut veya yeni tasarlanacak lineer hareket sistemlerine kolay entegrasyon imkanı sunar.
40 Mm Alt Destekli İndiksiyonlu Mil Avantajları
Yüksek Yüzey Sertliği ve Aşınma Direnci: Bu milin yüzeyi, indüksiyonla sertleştirme işlemi sayesinde 60-62 HRC Rockwell C sertliğine ulaşmıştır. Bu yüksek sertlik değeri, milin sürtünme, abrasif aşınma ve temas yorgunluğu gibi mekanik zorlanmalara karşı olağanüstü bir direnç göstermesini sağlar. Yüzey sertliği, özellikle yüksek döngülü ve sürekli hareket eden sistemlerde, milin yüzeyinde oluşabilecek mikroyapısal deformasyonları ve malzeme kaybını minimize eder. Bu sayede, lineer rulmanların temas noktalarında meydana gelen gerilim konsantrasyonları daha etkin bir şekilde dağıtılır ve milin operasyonel ömrü, standart sertleştirilmemiş veya düşük sertlikteki millere kıyasla önemli ölçüde uzar. Bu özellik, bakım aralıklarını uzatarak ve parça değişim sıklığını azaltarak toplam işletme maliyetlerini düşürür.
Entegre Alt Destek Yapısı ile Sehim ve Titreşim Kontrolü: Milin entegre alt destek yapısı, lineer hareket sistemlerinde karşılaşılan en kritik sorunlardan biri olan sehim (deflection) ve titreşimi etkin bir şekilde ortadan kaldırır. Bu destek, milin tüm uzunluğu boyunca sürekli bir rijitlik sağlayarak, özellikle ağır yükler altında veya uzun serbest açıklıklarda milin kendi ağırlığı veya dış kuvvetler nedeniyle eğilmesini engeller. Sehimin minimize edilmesi, lineer rulmanların mil üzerinde homojen bir yük dağılımı ile çalışmasını temin eder, bu da rulmanların ömrünü uzatır ve sistemin hareket doğruluğunu artırır. Ayrıca, titreşim sönümleme kapasitesi sayesinde, yüksek hızlı operasyonlarda veya dinamik yük değişimlerinde meydana gelebilecek rezonans etkileri azaltılır, bu da işleme kalitesini ve makine stabilitesini doğrudan etkileyen bir faktördür.
Hassas Yüzey İşlemesi ve Enerji Verimliliği: Milin yüzey pürüzlülüğü Ra 0.3 – 0.6 µm aralığında olup, bu ultra pürüzsüz yüzey kalitesi, lineer rulmanlarla olan sürtünme katsayısını minimum seviyeye indirir. Düşük sürtünme, hareket sırasında oluşan enerji kayıplarını azaltarak sistemin genel enerji verimliliğini artırır. Bu durum, özellikle elektrik motorları ile tahrik edilen sistemlerde daha az güç tüketimi anlamına gelir. Ayrıca, pürüzsüz yüzey, rulman elemanları ile mil arasındaki temas alanında oluşan lokal gerilimleri azaltır ve yağlama filminin daha stabil bir şekilde korunmasına yardımcı olur. Bu, hem rulmanların hem de milin ömrünü uzatırken, aynı zamanda daha sessiz ve daha akıcı bir lineer hareket sağlar. Hassas yüzey kalitesi, özellikle yüksek hassasiyet gerektiren optik, medikal veya yarı iletken üretim makinelerinde kritik öneme sahiptir.
Teknik Özellikler ve Kapasite
| Özellik | Değer/Açıklama |
|---|---|
| Mil Çapı | 40 mm |
| Malzeme | Yüksek Karbonlu Çelik (Örn: Ck45), indüksiyonla sertleştirilmiş |
| Yüzey Sertliği | 60-62 HRC (Rockwell C Skalası), yüzeyde martenzitik yapı |
| Sertlik Derinliği | 2-4 mm (İndüksiyon sertleşme bölgesi, çekirdek tokluğunu korur) |
| Yüzey Pürüzlülüğü | Ra 0.3 – 0.6 µm (Lineer rulmanlarla optimum sürtünme performansı için) |
| Çap Toleransı | h6 / h7 (DIN ISO 286’ya uygun, hassas rulman uyumu) |
| Doğrusallık | 0.1 mm / 1000 mm (Maksimum, uzun mesafelerde dahi yüksek hassasiyet) |
Teknik Sıkça Sorulan Sorular (SSS)
Alt destekli mil yapısının, desteksiz indüksiyonlu millere göre yapısal rijitlik ve yük taşıma kapasitesi açısından sunduğu temel mühendislik avantajları nelerdir?
Alt destekli mil yapısı, desteksiz indüksiyonlu millere kıyasla, özellikle uzun açıklıklarda ve ağır dinamik yükler altında sistemin yapısal rijitliğini ve yük taşıma kapasitesini önemli ölçüde artırır. Desteksiz miller, kendi ağırlıkları ve üzerlerine binen dış kuvvetler nedeniyle belirli bir sehim (eğilme) gösterirler; bu sehim, milin uzunluğu arttıkça dördüncü kuvvetiyle orantılı olarak artar (Euler-Bernoulli kiriş teorisi). Alt destekli tasarımda ise, milin tüm uzunluğu boyunca sürekli bir yataklama sağlanır. Bu durum, mili bir kiriş yerine, sürekli desteklenen bir eleman haline getirir ve sehim miktarını dramatik bir şekilde azaltır. Örneğin, aynı çap ve uzunluktaki desteksiz bir milin sehim değeri, alt destekli bir milin sehim değerinden katlarca yüksek olabilir. Bu yapısal avantaj, lineer rulmanların mil üzerinde daha homojen bir temas basıncı ile çalışmasını sağlar, bu da rulmanların ömrünü uzatır ve aşırı yüklenmelerden kaynaklanan erken arızaları önler. Ayrıca, yüksek rijitlik, sistemin doğal frekansını artırarak titreşim genliklerini azaltır ve yüksek hızlı hareketlerde dahi daha stabil ve hassas konumlandırma imkanı sunar, bu da özellikle CNC işleme merkezleri gibi hassas uygulamalarda işleme kalitesini doğrudan etkiler.
Bu indüksiyonlu mil ile kullanılacak lineer rulmanların seçimi sırasında, milin yüzey sertliği ve pürüzlülüğü göz önüne alındığında hangi teknik kriterlere dikkat edilmelidir?
40mm Alt Destekli İndüksiyonlu Milin yüksek yüzey sertliği (60-62 HRC) ve hassas yüzey pürüzlülüğü (Ra 0.3-0.6 µm) göz önüne alındığında, lineer rulman seçiminde birkaç kritik teknik kriter bulunmaktadır. İlk olarak, rulmanların bilye veya makara malzemesinin, milin yüzey sertliğine uygun olması gerekmektedir. Genellikle, yüksek karbonlu krom çeliğinden (örneğin 100Cr6 veya SAE 52100) imal edilmiş, sertleştirilmiş ve hassas taşlanmış rulman elemanları tercih edilmelidir. Bu, rulman elemanlarının mil yüzeyinde erken aşınma veya iz bırakmasını engeller. İkinci olarak, rulmanların iç geometrisi ve temas açıları, milin çap toleransı (h6/h7) ile uyumlu olmalıdır; bu, rulmanların mil üzerinde boşluksuz veya optimum ön yük ile çalışmasını sağlar. Üçüncü olarak, yağlama sistemi ve yağlayıcı seçimi önemlidir. Milin düşük pürüzlülüğü, ince bir yağ filminin oluşumunu destekler; bu nedenle, yüksek viskozite indeksine sahip, aşırı basınç (EP) katkılı endüstriyel gresler veya sentetik yağlar, sürtünmeyi minimize etmek ve rulman ömrünü uzatmak için uygun olabilir. Son olarak, rulmanların dinamik ve statik yük kapasiteleri, uygulamanın gerektirdiği maksimum yükleri ve hızları karşılayacak şekilde dikkatlice hesaplanmalı ve milin alt destekli yapısının sağladığı artırılmış rijitlik göz önünde bulundurularak seçim yapılmalıdır.
Bu milin indüksiyonla sertleştirilmiş yüzeyi, sonradan işleme (örneğin delme, diş açma) gereksinimleri için ne tür mühendislik zorlukları ve çözümleri sunar?
40mm Alt Destekli İndüksiyonlu Milin yüzey sertliği 60-62 HRC olduğu için, bu yüzey üzerinde geleneksel talaşlı imalat yöntemleriyle (delme, diş açma, frezeleme) sonradan işleme yapmak mühendislik açısından önemli zorluklar teşkil eder. Bu sertlik seviyesindeki malzemeler, standart HSS veya karbür takımlarla işlenemez; takımların hızla aşınmasına ve kırılmasına neden olur. Çözüm olarak, özel işleme teknikleri ve takımlar gereklidir. Birincil yöntem, CBN (kübik bor nitrür) uçlu takımlar veya elmas kaplı takımlar kullanılarak sert tornalama veya sert frezelemedir. Bu yöntemler, yüksek sertlikteki malzemeleri işlemek için tasarlanmıştır ancak özel makine ve takım tutucuları gerektirir. İkinci bir seçenek, EDM (elektro erozyon işleme) veya lazer işleme gibi temassız işleme teknikleridir. Bu yöntemler, malzemenin sertliğinden bağımsız olarak hassas delikler veya karmaşık geometriler oluşturabilir, ancak genellikle daha yavaş ve maliyetli olabilirler. Eğer milin uç kısımlarında veya belirli bölgelerinde işleme gereksinimi varsa, bu bölgelerin indüksiyonla sertleştirme işlemi sırasında maskelenmesi veya daha sonra lokal olarak tavlanması (yumuşatılması) bir seçenek olabilir. Ancak, lokal tavlama işlemi milin genel yapısal bütünlüğünü ve performansını etkileyebileceğinden, bu tür modifikasyonlar öncesinde detaylı mühendislik analizi ve testler yapılması zorunludur.
Milin korozyon direnci “Standart” olarak belirtilmiştir. Endüstriyel ortamlarda korozyon riskini azaltmak ve milin ömrünü uzatmak için hangi teknik önlemler alınabilir?
40mm Alt Destekli İndüksiyonlu Milin korozyon direncinin “Standart” olarak belirtilmesi, yüksek karbonlu çelik yapısı nedeniyle, özellikle nemli, kimyasal buharlı veya tuzlu ortamlarda paslanmaya karşı hassas olduğu anlamına gelir. Endüstriyel ortamlarda korozyon riskini azaltmak ve milin operasyonel ömrünü uzatmak için çeşitli teknik önlemler alınabilir. En yaygın ve etkili yöntemlerden biri, milin yüzeyine koruyucu bir kaplama uygulamaktır. Bu kaplamalar arasında sert krom kaplama, nikel kaplama (elektrolitik veya kimyasal), veya PVD/CVD (fiziksel/kimyasal buhar biriktirme) yöntemleriyle uygulanan seramik veya DLC (elmas benzeri karbon) kaplamalar bulunabilir. Sert krom kaplama, yüksek sertliği ve korozyon direnci ile bilinirken, nikel kaplamalar daha iyi kimyasal dirence sahip olabilir. DLC kaplamalar ise hem korozyon hem de aşınma direncini önemli ölçüde artırır. İkinci bir önlem, milin düzenli olarak uygun endüstriyel yağlayıcılar veya korozyon önleyici yağlar ile yağlanmasıdır; bu, mil yüzeyinde koruyucu bir film oluşturarak nem ve oksijenle teması keser. Üçüncü olarak, milin kullanıldığı ortamın kontrol altında tutulması, yani nem seviyesinin düşürülmesi, agresif kimyasalların buharlaşmasının engellenmesi veya ortamın inert gazlarla doldurulması gibi çevresel kontrol önlemleri de korozyonu minimize edebilir. Son olarak, milin paslanmaz çelikten imal edilmiş versiyonları, daha yüksek korozyon direnci gerektiren uygulamalar için bir alternatif olarak değerlendirilebilir, ancak bu durum genellikle farklı mekanik özellikler ve maliyetler anlamına gelir.